����ϩHDPE��
���£�2024-03-18 11:26:47 �c����
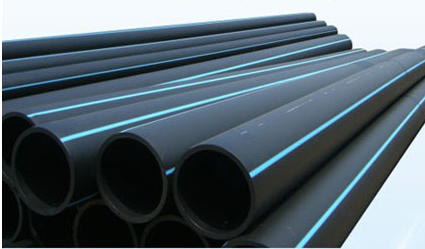
���|������ϩ��HDPE��
�L�ȣ�6��
�ɫ����ɫ
���Q������1.0mpa
�ڏ���200mm
�L�ȣ�6��
�ɫ����ɫ
���Q������1.0mpa
�ڏ���200mm

Ԕ��

һ��PE�܌���
1�����躸�ӵ�PE�ܲĻ�ܼ��̶��ڌ��әC�ϣ����ܲijߴ�ʹ�ÊA�ߡ���ˢ�Ӻ����K���ܿڵ������ӡ����ۡ��m������Ƀ���
2���ɴ��B�Ӽ����B�Ӷˑ�������C�A��һ�������L�ȣ���Уֱ�Ɍ����Ĵ��B�Ӽ���ʹ����ͬһ�S���ϡ��e߅���˴��ڱں��10%��
3��������㊵��ٹ⣬ʹ���Ӷ���⻬��ƽ�����坍����ֱ��ע�⣺���Ȇ���㊵���Ȼ�������D���M�o��݆�������F�B�m�����r��ȥ㊵��P��ͨ�^�{���A�ߵ��ɾo����Ҫ�r�D�ӹܲģ���У���Ɍ��Ӽ���
���������A��
�ӟ���Ԅ��������Gɫָʾ�������_���O���ضȣ����躸�ӵĹܲġ��ܼ��ϔnʹ����ӟᣬ�M�o��݆���ɶ����܉����_�����ķ�߅ֹͣ�M�o�����������B����PE�ܲġ��ܼ��ļӟ���Ϸ��_���ٌ��ɼӟ����ϔn���ӣ�����Ҋ����r�g�������ӟ��ăɂ��ܿ��ۻ������ӟ������ڠ�B������������^�̡��ڭh���ضȞ�20��r���ӟ�r�gҎ����10����mm���룬Ҫ����ƽ����߶��_��Ҫ���ֵ��ע�����A��Ҫ���_��Ҏ��Ҫ��������ɣ����։����M������Ϳ��ԡ������Գ��m�Ӵ�����
���P